
Р&D фон:
по состоянию на 2017, Суммарная установленная мощность Китая электродвигателей достигла более 400 млн кВт, и годовое потребление мощности достигло 1.2 трлн кВт-ч, учета 60% от общего потребления электроэнергии в стране, учета 80% промышленного потребления электроэнергии, в том числе поклонников, насосы и компрессоры. Суммарная установленная мощность превысила 200 млн кВт, и годовое потребление мощности достигло 800 млрд кВтч, составляет около 40% от общего потребления электроэнергии в стране. Поэтому, требования к экономии энергии на двигателе чрезвычайно велики, и это также место, где эффект экономии энергии лучше всего может быть отражено.
В качестве важного устройства для электромеханического преобразования энергии, двигатель является основным компонентом электропривода. Он имеет широкий диапазон применений, много разновидностей продуктов и сложных спецификаций. Его характеристика продукта определяет, что концентрация промышленности не высока, и производственные предприятия и подотрасли, вовлеченные больше. Очевидные периодический, региональный, сезонные характеристики. по состоянию на 2018, отечественное производство и поддержка производители дифференциальных и средних двигателей более 2,000, который стал незаменимым основным продуктом в народном хозяйстве и модернизации национальной обороны. Есть много производителей на внутреннем дифференциалом и малых и средних автомобильной промышленности. Конкуренция на рынке в основном отражается в техническом содержании, цена и масштабы производства продукции. Из-за несовершенства рыночного механизма, ценовая конкуренция в отрасли является жесткой и является доброкачественным развитие промышленности. Для побочных эффектов. При исполнении этикетки энергоэффективности двигателя, появление выживания рынка сильнейших и дальнейшее укрепление отраслевых барьеров, ценовая конкуренция будет постепенно ослабевать. Иностранные производители принимающих также приобрести корпуса двигателя в больших количествах в Китае, Сименс, ABB, Dongyuan, Южная Корея Hyosung и т.д..
В данном контексте, Бодрящее производство корпуса двигателя завод возникло на земле Китая, и различные моторизованные области в Китае автомобильного рынка были одобрены двигатель главного заводом двигателя. , Тайчжоу, Jingjiang, Уси, Цзямусы, Наньян, п., строительство большой и малой потерянной пена производственной линии тысяч, серия Y 80-400 оболочечная модель двигателя технология потерял литья пены является зрелой и стабильной, потерянный процесс пены Процесс литья корпуса двигателя полностью воплощенный и преимущества сильны. Первый, теплоотвод прямой и гладкий, интервал такой же,, внешний вид отливки не имеет сшивание линии, гладкие и гладкие. Второй, отвержение точность достигает стандарта CT8, округлость высока, и припуск мал, до тех пор, как белая плесень не влияет, вес можно регулировать. Третий, весь производственный процесс мал, количество отливок мало, соответствующая стоимость рабочей силы в производстве отливок низкая, и цена отливки имеет большое преимущество. Общность остального потерянных преимуществ литья пены является одинаковой для потеряннога отливки пламени корпуса двигателя, такие как хорошие условия для литья, зеленый и охрана окружающей среды, упрощенный процесс, высокая плотность отливок и т.д..
требования к процессу:
Согласно приведенному выше анализу, требование из шести пунктов для отливки корпуса двигателя, используя утраченный процесс пены:
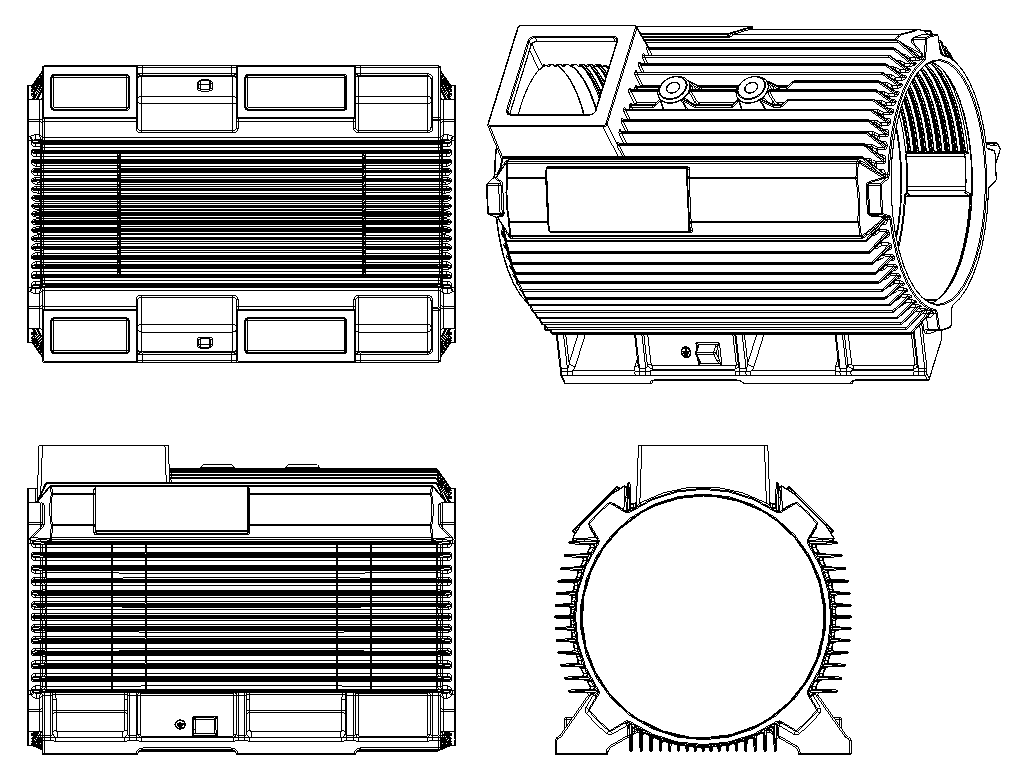
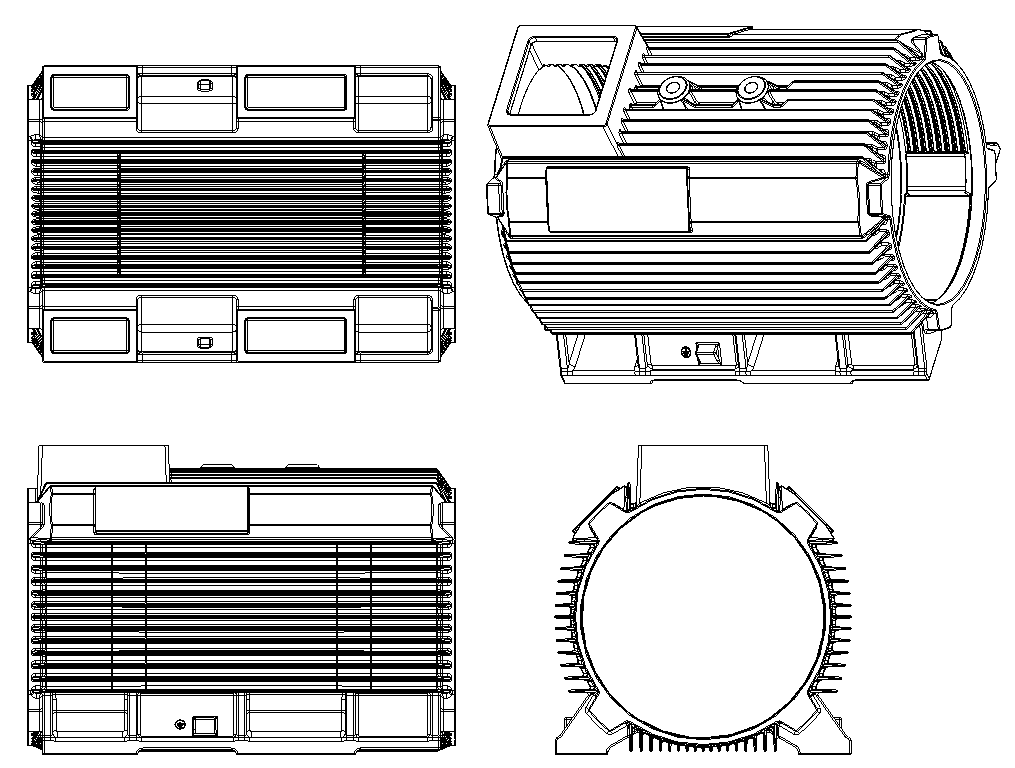
Первый, направление теплоотвода предпочтительно по горизонтали и вертикали, это, ориентация теплоотводов в четырех направлениях является равномерным, хотя радиальный радиатор можно также открыть пресс-форму, но двигатель оболочки этой структуры рекомендуется, чтобы быть ручной пресс-формы. .
Второй, верхняя толщина теплоотвод гарантированно будет 3.2-5mm, и высота закругленных ребер, зарезервированных для R1.5-2mm является 30-60MM выше наружной круглой поверхности.
Третий, попытаться упростить формовочную сложность корпуса двигателя, и выпрямить резьбовую крышку фиксированной торцевой крышки в четырех направлениях.
4. Знак заземления находится в четырех направлениях.
5. Оптимизация внутренней структуры ядра и попытаться избежать возможности подрезая.
6. Положение и ориентация коробки является как можно более последовательными с направлением вытягивания сердечника, упрощение структуры и избежать склеивания.
В соответствии с требованиями технологического процесса литья корпуса двигателя, это не трудно найти, что потерянная отливка пены гораздо сложнее.
Первый, теплоотвод вокруг корпуса двигателя тоньше и выше, и литье склонен к холодной сепарации.
Второй, то же округлость поверхности статора промежуточной установки должна быть обеспечена, чтобы предотвратить деформацию и чрезмерное округление.
Третий, отливка двигателя оболочки в целом принимает верхний процесс литья, и отработанный шлак в процессе литья хорошо лечится. На основании приведенного выше анализа сложности потерянной пены отливке корпуса двигателя, расчетные точки утраченного пресс-формы корпуса двигателя в основном отражены в классификации, обработка и вставка выбор материала теплоотвода вокруг продукта корпуса двигателя. материал.
конструкция пресс-формы:
Для решения вышеуказанной проблемы утраченного процесса литья пены корпуса двигателя, необходимо разработать потерянную пену пресс-форму для корпуса двигателя, так что белая форма корпуса двигателя может соответствовать трем требованиям:
Первый, радиатор полностью сформирован, равномерно созрела, без газовых следов, и без неровного.
Второй, корпус двигателя оболочка белая плесень выглядит красиво, гладкий; плавный, нет гранулированного или перегрева, вызванной неравномерным нагревом.
Третий, операция формования является простым, консистенция продукта хороша, образец пены имеет высокую точность, и эффект формования хорошо.
В соответствии со схемой сборки пресс-формы:
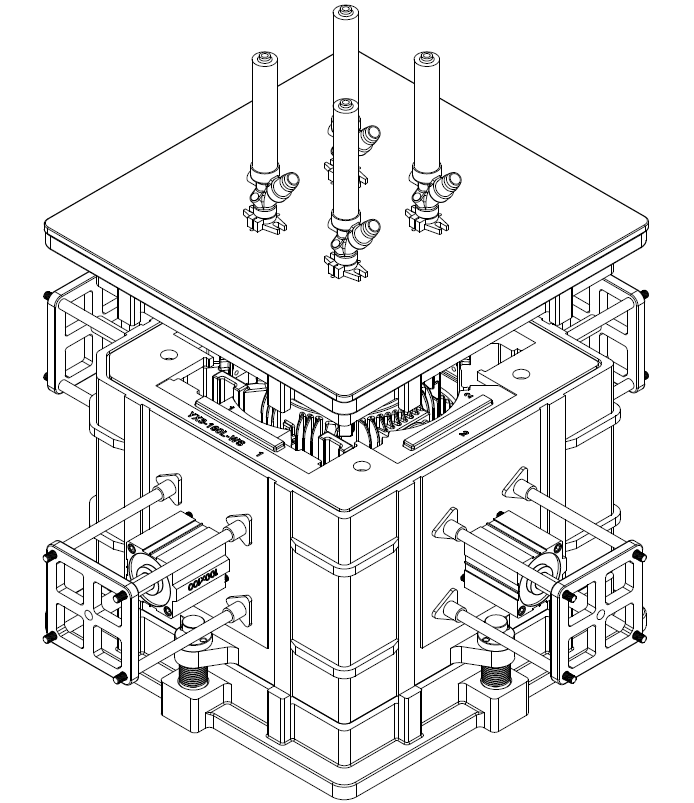
Дизайн три открытых форм двигатель оболочки утраченной формы, механизм пресс-формы включает в себя автоматический пистолет, верхняя форма, стержневая вставка сбоку, основной цилиндр, нижняя форма, нижняя форма, верхний стержень, Верхняя герметизирующая форма, позиционирующая пластина и пружинный механизм. Верхняя уплотнительная пластины пресс-формы соединена с верхней полостью формы верхней торцевой поверхности верхней формы, чтобы сформировать уплотнительную конструкцию; верхний стержневой формы является полым и сообщается с внутренней полостью верхней камеры пресс-формы воздуха и полость пресс-формы; нижняя форма содержит нижнюю воздушную камеру пресс-формы , нижняя камера пресс-формы 2 и ядро; нижняя форма камера представляет собой структуру двойного слоя; нижняя камера пресс-формы 1 и нижняя камера пресс-формы соединены с помощью пружинного механизма; нижний сердечник прикреплен к нижней камере пресс-формы 2 и верхний сердечник, расположенный Симметрично; внутренняя полость нижней камеры пресса-формы имеет четыре боковых вставок ядра, равномерно распределенные по окружности для формирования теплоотвода вокруг корпуса двигателя; и соответствующие основные вставки четыре боковых соответственно снабжены выдвижные основных цилиндрами; Четыре основных тянущие цилиндры соответственно закреплены на внешней стороне нижней одной пресс-форме; сторона сердечник потянув вставки, соответственно, соединен с поршнями соответствующего сердечника потянув цилиндров через направляющие колонны, образуя четыре боковые вставок сердечника тянущих. Под действием четырех основных таскание цилиндров, внутреннее движение закрыто для образования полости пресс-формы или наружу подвижная конструкция; верхняя часть верхней уплотнительной пластины пресс-формы фиксируется с помощью автоматического пистолета материала; нижний конец автоматического пистолета материала проходит через внутреннюю полость воздушной камеры верхней пресс-формы. Верхний сердечник подвижно соединен с верхней формовочной камеры с помощью болтов и пружин; один конец пружины соединен с сердечником верхней пресс-формы, а другой конец соединен с верхней воздушной камеры пресс-формы с помощью болтов, и потеряли форма используется в автоматической литейной формы. Когда пистолет заполнен, верхний сердечник и нижний сердечник плотно прилегают под действием силы пружины, и верхняя камера формы и нижняя форма камера не находится в контакте, тем самым реализуя структуру двойного предварительного открытия.
Верхняя камера форма имеет позиционирующий стол вокруг камеры, и нижняя пресс-форма камера имеет паз позиционирования, которая взаимодействует с таблицей позиционирования на верхней камеры пресс-формы; позиционирование камеры и нижней формы камеры на верхней камеры пресс-формы Канавки позиционирования имеют направляющий механизм для позиционирования и направления пресс-формы, когда теряется форма закрыта.
Разделяющая поверхность верхней камеры пресса-формы имеет зарезервированное отверстие для прохода горячего пара и охлаждающей воды.
Внешняя сторона верхней камеры пресс-формы, нижний шаблон и нижняя форма камера, нижний шаблон и нижняя форма камера, а нижний пресс-форма и нижняя контактная поверхность сердечника имеют зарезервированное отверстие, через которое горячий пар и воду проход охлаждения.
Три отверстия структура корпуса двигателя, чтобы сделать нижнюю камеру штамп закрытой без утечки и для достижения эффекта стержневой вставки предела боковой. Три отверстия структура корпуса двигателя состоит из верхнего штампа, нижний штамп 1 и нижний штамп 2. Нижний штамп 1 и нижний штамп 2 объединяются с помощью пружинного механизма, чтобы сформировать нижнюю камеру матрицы. Приливы конечно-позиция на два концах основных вставок четыре боковых вставляются в верхнюю ограничительной канавку штампа и нижний штамп предел канавка, соответственно, в форме зажима состояния, и боковой погон предотвращается. Стержневая вставка убирается. При заполнении, верхняя форма поднята на 20 мм, Затем нижний механизм пресс-формы пружины отскакивает нижнюю пресс-форму. Нижняя сторона вставки 12 мм отделена от нижней формы. В это время, 20мм предварительно открытие начинки выполняется, который сделает оболочку двигателя пенообразной. Теплоотвод полон и безупречен. Когда прессформа раскрыта, верхняя форма поднимается, и верхний предел формы канавка отделена от основных вставок четыре боковых, пружина структура пружины до нижней формы, и структура сердечника цилиндра вызывает четыре ссылки для привода на стороне основной пластины отступить. Когда пена двигателя оболочки вынимается, сторона двигателя оболочки образована. Три отверстия структура корпуса двигателя состоит из верхнего штампа, нижний штамп 1, нижний штамп 2 и пружинный механизм. Весной структура состоит из нижнего штампа, нижний предел отверстия, нижний штамп второго предельного отверстия, путеводитель сообщение и пружина. Структура пружины реализует первое отверстие в нижней части литейной формы 1 а нижний пресс-формы 2. Формовочная машина приводит в действие верхнюю форму, чтобы двигаться вверх, чтобы сделать верхнюю форму и нижнюю форму второе отверстие пресс-формы, Открытие две пресс-формы, и структура формы трехслойной. пресс-формы, нижняя форма, а нижний пресс-формы 2) объединяются в три-открытую структуру пресс-формы из корпуса двигателя, который реализует идеальное формование пены двигатель оболочки.
Новая структура три отверстия пресс-формы двигательной оболочки потеряли плесень. Автоматическая подача осуществляется с помощью автоматического пистолета, который гарантирует, что теплоотвод рисунка двигатель оболочка пены полон и не имеет дефектов; сторона сердечника потянув вставки и сердечник, потянув цилиндр реализовать автоматическое ядро тяговое, Набор горячий пар через отверстие и охлаждающая вода. Сквозное отверстие осуществляет автоматическое нагревание и охлаждение, значительно повышает эффективность формования белой плесени, уменьшает интенсивность труда и производственную стоимость работника, обеспечивает согласованность белой плесени формирования, имеет простую операцию формования, хорошая консистенция продукта, высокая точность узора пены, Хороший эффект литье.
Подробные способы:
Рабочий процесс три-открытия структуры корпуса двигателя является:
Первый шаг, чтобы поднять плесень двигателя оболочки между четырьмя направляющими колоннами вертикальной формовочной машины, и закрепить верхнюю камеру прессформов воздуха к верхнему шаблону (т.е. перемещения шаблона) формовочной машины через прижимную пластину, и нажмите нижнюю воздушную камеру пресс-формы через прижимной пластины. Установленный на нижней пластине фильеры вертикальной формовочной машины (т.е., пластина неподвижной полуформы), включить вентиляционную трубу и впускную трубу автоматического пистолета, включить вентиляционную трубу цилиндра позиционирования и сердечника цилиндра, и открыть верхнюю камеру штампа и нижний штамп. горячая паровая труба и водяной труба воздушной камеры охлаждения;
шаг 2: Отладка пресс-формы, регулировки открытия и закрытие хода вертикальной формовочной машины в такт подходящее для пресса-формы, чтобы открыть и вынуть пену, а затем нажмите плесень плотно вертикальной формовочной машины, чтобы обеспечить плавное открытие и закрытие пресс-формы без какого-либо явления прихвата; Материал времени, горячее давление пара, время охлаждения;
Третий шаг: в стадии наполнения, когда форма заряжается автоматом, верхняя камера пресс-формы приводит в движение верхний стержень в полость пресс-формы после того, как сторона стержневая вставка закрыта. В это время, между верхней формой и нижней формой Оставьте зазор 6-8 мм, и верхний сердечник и нижний сердечник плотно прилегают под действием силы пружины, что эквивалентно полости пресс-формы 6-8мм больше, это легче заполнить полость пресс-формы, Воспользовавшись автоматом заполняет предварительно увеличенных в объеме частиц пены в полость пресс-формы с помощью метода отрицательного давления, это, подача предварительного открытия реализуется, и после того, как кормление закончено, верхняя форма и нижняя форма полностью закрыты, в процессе, радиатор частично незаполненной часть заполнена незаполненной части, когда вертикальная литьевая машина приводит в действие верхнюю форму вниз, чтобы гарантировать, что частицы пены полностью заполнены в полость пресс-формы, обеспечивая тем самым образование теплоотводом пены шаблон; Pass горячего пара, держать давление, пока вспененный материал не будет полностью расширен, созревший, смешанный, сформированный, выключить паровой клапан, пройти охлаждающую воду, прохладно, задавать, откройте сливной клапан, слить охлаждающую воду, открыть верхние и нижние формы первыми, полное разделение сердечника и оболочка двигателя пены позиционирования цилиндра приводит в действии пластины позиционирования для перемещения вниз, и перемещает позиционирование босса к нижней стороне боковой вставки сердечника, и сердечник, потянув цилиндр приводит в сторону стержневая вставка, чтобы отсоединить радиатор пены двигателя оболочки и боковая вставка сердечника, завершил выпуск теплоотвода, верхние и нижние формы открываются к ходу регулировки формы, и образец пены извлекают из нижней части литейной формы, чтобы завершить действие открытия пресс-формы; когда пресс-форма закрыта, сторона стержневая вставка закрыта первая из основного цилиндра, а верхние и нижние формы снова закрыты. Позиционирование цилиндр нижней формы приводит в действии позиционирования пластины для завершения предела позиционирования основного вкладыша противоположной стороны, заканчивает зажим пресс-формы, заправку, и завершает процесс формования.
Отмечать: Выше структура прессформы Лоян Liushi Плесень Co., LTD. подал заявку на патент, фальшивомонетничество будет расследовано!
Изобретение номер патента:
ZL 2012 1 0303995.Икс
ZL 2016 1 0057821.8
ZL 2016 1 0216915.5
Патент на полезную модель номер:
ZL 2012 2 0423206.1
ZL 2012 2 0423548.3
ZL 2012 2 0423999.7
ZL 2012 2 0423475.8
ZL 2016 2 0084122.8

