
Потерянный блок двигателя отливки пены

Lost-матрицы Структура пресс-формы с блоком гильзы цилиндра двигателя
Технология процесса потерянной пены для литья корпуса двигателя является зрелой, от одного цилиндра до шести цилиндров в V цилиндры, от гильз цилиндров до гильз цилиндров, п., и постепенно реализует массовое производство и использование, особенно в течение последних двух лет. Потерял процесс прессформы бросает 465 серии с водяным охлаждением вертикальных блоков двигателей с гильзами цилиндров.
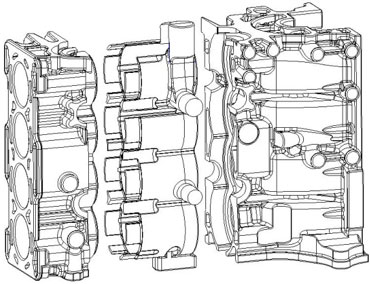
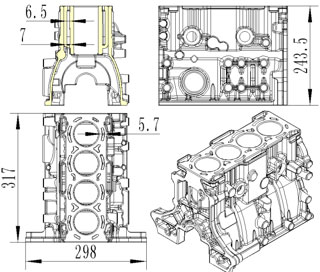
Обратитесь к техническим требованиям отливок в рисунке 1: литейный материал HT250, белая плесень материал: STMMA (сополимер), микроструктура отливки должна быть перлитной, содержание матрицы должно быть не менее 90%, и небольшое количество феррита и фосфора эвтектики допускается. Графита равномерно распределены в тонкой форме листа. Внутреннее напряжение снимается, твердость отливки 187-255HBS, и прочность на разрыв составляет ≥250N / мм2. размеры изделия: 317X298X243.5 (единица измерения: миллиметровый). Кастинг мерная толерантность CT7 (GB / T6414-1999).
Трудности в отливке такого корпуса двигателя потеряли процесс пены:
1. Отливка камеры охлаждающей воды, зазор охлаждающей полости машины изменяется от 6,5 мм до 7 мм, и отверстие песка торца мало, локальная ширина только 5,7 мм, охлаждающая полость с покрытием и отшлифовать. Трудно очистить.
2. Ноль дефектов при обработке блока цилиндров, внутреннее отверстие коленчатого вала и обработка отверстий распределительных валов.
3, форма множественных колонн позиционирования винта, все резьбовые отверстия должны быть гладкими, нет никаких дефектов, трещины. Тело не имеет толщины стенки 5 мм и может быть испытано под давлением воды 0.4Mpa. Она не должна просочиться в течение 2 мин. Смазочное масло проход должен пройти испытание давления масла давление 0,6 МПа в течение 1 мин и не должно происходить утечки.
4. Отливки не разрешается иметь трещин, холодные перегородки, усадка, проколы, инородные включения и другие дефекты литья, которые уменьшают прочность.
С цельюдля решения вышеуказанных проблем, необходимо ввести новую утраченную структуру пены пресс-формы с корпусом гильзы цилиндра двигателя. Процесс пресс-формы должны быть согласованы с литейным оборудованием литейного производства, в соответствии с утраченным литьем пены производственной линией литейного, и полный набор производителей литья. Потерял производственный процесс пены в сочетании, и структура формы принимает следующие технические решения:
Первый, определить схему шардинга, как показано на рисунке 2: Структурный анализ тела, в сочетании с таблицей литья, покрытие, процесс склеивания, п., тело должно рассматривать процесс с использованием ядра смолы песка под камерой охлаждающей воды во время литья. Этот процесс должен сосредоточиться на:
Первый: белая сегментация формы помогает ядру смолы песка для размещения. Белый профиль пресс-форма разделена на две части, из центра четырехгранный через отверстие формы охлаждающей полости корпуса. Разделить поверхность представляет собой прямую плоскость, которые в основном расположены в две трети цилиндра из верхней части, чтобы облегчить размещение ядра песка. Благоприятный для склеивания белой плесени.
Второй: Когда сердечник смолы песок с покрытием, краска предотвращается выпадение на белой плесени поверхности склеивания, когда белая плесень помещается. Из сказанного выше, цилиндр часть может быть сформирована как единое целое. Часть отделена от большого куска в нижней части цилиндра. При объединении, основная смола песка и маленький кусочек чистят вместе. Если малый цилиндр покрыт краской, воздушный пистолет может быть использован. Слегка сдувать, а затем положить небольшой кусочек и ядро песка вместе в большом куске, чтобы скрепить, которая может эффективно предотвратить краску от входа белой плесени поверхности сцепления.
Третий: основная смола песок предотвращает смещение во время постукивания и литья процесса в песочнице, и сердечник смолы песка также может быть закреплен в песочнице. Когда сердечник смолы песок предназначен, сквозное отверстие корпуса может быть расширено, чтобы сделать процесс выступающего. Босс процесса поверхности сквозного отверстия составляет 10-25 мм, и песок позиционируются процесс босса к ядру песка во время процесса отрицательного давления всасывания.
четвертый: предотвратить ядро смолы песка от ожогов в отливке, вызывая железный песок, регулирования толщины покрытия сердцевины смолы песка и толщина основного тела песка, и организации разрыв покрыти 0.8 мм на одной стороне между сердечником песка и белой плесенью. .
пятый: Предотвратить содержание смолы сердцевины смолы песка от слишком много, в результате чего количество генерации газа в процессе литья, чтобы быть слишком большим, и увеличивая поры отливки. При проектировании, основная смола босс чрезмерно утолщенный, чтобы уменьшить вес сердцевины и смол. Содержание также можно рассматривать как заменить обычный песок с Baozhu песком (порошок).
шестой: Контроль объема воды камеры соответствуют условиям использования тела. При разработке, делает разработку белой плесени и сердечника песка, так что он может быть плавно извлекали из формы, не влияя на объем воды камеры.
Во вторых, в соответствии со схемой сплайсинга, необходимо разделить 3 наборы пресс-форм, 2 наборы потерянных штампов и пресс-форм 1 набор горячего стержневого ящика умирает, и здесь в основном объяснить структуру утраченной формы,. В соответствии с автоматической вертикальной литьевой машины литейного производителя, первый набор структуры пресс-формы пресс-формы принимает автоматическую машину, автоматическое заполнение, автоматический нагрев и охлаждение, автоматическое ядро вытягивать, автоматический выброс, белая плесень может осуществить автоматическое производство, снизить трудоемкость и сохранить литье. Стоимость, повышение эффективности производства.
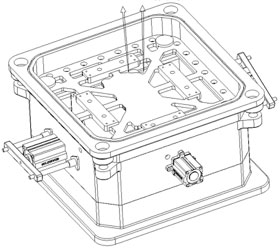
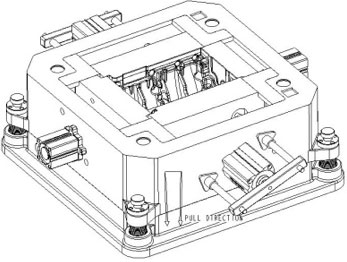
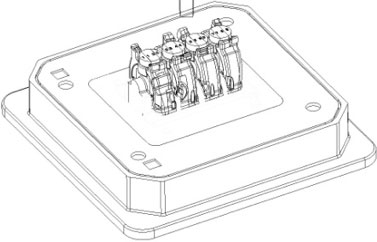
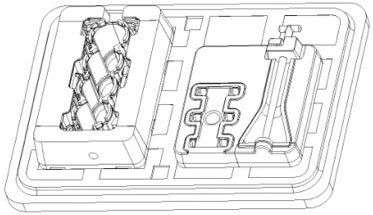
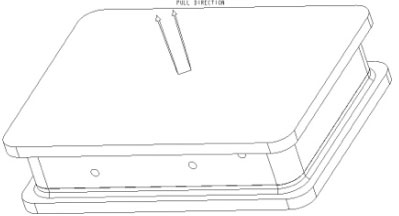
Как показано на фиг. 3, пресс-форма разделена на верхние и нижние формы, и структура пресс-форма верхней, средний и нижние воздушные камеры принимаются в целом, и разделяющая поверхность формы находится между средней и нижней воздушными камерами, и поверхность разъема имеет верхнюю, Механизм позиционирования и герметизации системы нижнего штампа. Как показано на рисунке 4: форма верхней части тела формования, верхняя форма состоит из верхней части воздушной камеры, средняя воздушная камера, Четыре подвижных вставок, основной механизм вытягивания, пружинный механизм, механизм зарядки, система герметизации, и система охлаждения распыления. состав. Как показано на фиг. 5: внутренняя полость нижней части тела формования, нижняя форма имеет нижнюю воздушную камеру пресс-формы, ядро, подвижный вкладыш, механизм выброса, система герметизации, и система охлаждения распыления.
Верхний, средняя и нижние воздушные камеры и большой боковая вставка сердечника изготовлена из литого алюминиевого сплава, мелкие и тонкие стены вставки сделаны из кованого алюминиевого сплава, и направляющая система и система позиционирования, изготовлены из нержавеющей стали и латуни.
В четырех углах верхней воздушной камеры и средней воздушной камеры соединены болтами пружинные. Когда пресс-формы не плотно, а 12 мм зазор зарезервирован под действием силы пружины, которая имеет три функции. Первый, продукт имеет толщину стенки 5 миллиметровый, могут быть отведены во время зарядки, и может быть предварительно открыт. Второй, форма помогает выполнять охлаждающую воду. Третий, верхние и нижние формы могут достичь замедленного контакта и улучшить срок службы пресс-формы. Система герметизации расположена между верхней воздушной камерой и средней воздушной камерой соединительной поверхностью, чтобы предотвратить утечку горячего пара и охлаждающую воды, когда форма закрыта.
Четыре подвижных вставки и механизм ядра-вытягивая внутреннюю камеру верхней формы завершить автоматическое формирование четырехсторонней формы 465 тело. Механизм вытягивания ядра состоит из цилиндра, колонка руководство, направляющий рукав и система герметизации. Цилиндр закреплен на наружной стороне среднего газа с помощью винтов из нержавеющей стали. Направляющий механизм разработан в соответствии с размером подвижной вставки. Большая двойная колонка направляющая втулка подвижной вставки направляет подвижный вкладыш (Передняя и задняя рис. 4) через направляющую штангу. Подключение к баллону. Небольшая подвижная вставка непосредственно соединяет головку блока цилиндров и подвижный вкладыш, и направляющая цилиндра распрямляется, чтобы направлять подвижный вкладыш (слева и справа на фиг. 4). Принцип работы автоматического формования для очистки сжатого воздуха в цилиндр цилиндра для приведения в движение поршня цилиндра. Поршень соединен с подвижной вставкой через нити или направляющего стержня. Поршень перемещает подвижную вставку, чтобы завершить открытие и закрытие действие путем перемещения вперед и назад. Пять преимуществ автоматического механизма основного таскание: высокая эффективность, высокая точность, хорошее качество поверхности, хорошая устойчивость и интенсивность света труда.
Наполнение конструкция механизма: Для того, чтобы сделать белую плесень полной и гладкой, поверхность воздушной камеры среднего вставляется в автомат через стержневую вставку, и главные и вспомогательные пушки объединены, два на каждой стороне, Всего 8 Заполните пистолет.
Нагревание и охлаждение дизайн: Установите распылитель медную трубку в верхних и нижних воздушных камер плесени, подключения охлаждающей воды, и реализовать автоматическое охлаждение распыления.
Уплотнительная конструкция системы: в том числе четыре части, уплотнительная система верхних и нижних камер воздуха и формирование шаблона машины, уплотнительная система сердечника цилиндра и направляющая втулка и средняя воздушная камера, уплотнительная система поверхности разъема, запечатывание совместной поверхности материала пушки и средней воздушной камера Уплотнительных систем между системой и верхней воздушной камерой упомянутой выше, уплотнительный элемент, как правило, изготовлены из силиконовой уплотнительной прокладки или уплотнительного кольца.
Ядро нижней формы закреплена на нижней воздушной камеры пресс-формы с помощью винтов из нержавеющей стали, подвижная пластина расположена и направляется на ядре, автоматический спусковой механизм пресс-формы находится в нижней части воздушной камеры пресс-формы и поверхности разъема, и автоматический спусковой механизм пресс-формы извлекают из пресс-формы. Эжектор цилиндр, в верхней части колонны, руководство пост и направляющая втулка состоят из пяти частей, и зачистки толщина пластины 20 миллиметровый. Монтажные канавки отпарной пластины расположена на разделительной поверхности нижней воздушной камеры, и четыре угла паза соответственно имеет цилиндр и вскрышную пластину. Соединительное отверстие снабжено направляющей втулкой меди, и цилиндр, и отгонка пластина соединены через направляющую колонку. Эжектора цилиндр закреплен в нижней части воздушной камеры пресс-формы, и четыре колонки установленные цилиндры расположены соответственно вокруг каждого соединительного отверсти в нижней газовой камере пресс-формы. В Вкладыш пазу, оставшаяся часть края 12мм выдолбленные, и живой блок и край продукта находится на съемнике. Принцип работы, что сжатый воздух продувают в цилиндр цилиндра для приведения в движение поршня цилиндра, и поршень соединен посредством направляющего стержня и съемника, и поршень движется вверх и вниз, чтобы завершить выбрасывание и закрывание путем перемещения вверх и вниз. Использование автоматического механизма выталкивания для выталкивания белой плесени имеет три основных преимущество: белая форма имеет высокую эффективность формования, малая деформация, и удобное управление.
В соответствии с автоматической вертикальной литьевой машины литейного производителя, второй набор структуры пресс-формы принимает полуавтоматический режим машины, автоматическая зарядка, автоматический нагрев и охлаждение, и ручной рисунок белой плесенью. В сочетании с литейными годами 465 Процесс литья тела, система литья и белый кубик небольшого тела помещают в наборе форм, в полной мере использовать пространство пресс-формы, снижая стоимость разработки формы и увеличения выхода пресс-формы.

Как показано на фиг. 6, пресс-форма разделена на верхние и нижние формы, и структура формы верхних и нижних камеры воздуха принимаются в целом. Верхние и нижние камеры воздуха являются разделяющие поверхности пресс-формы, и верхние и нижние формы образуются на поверхности разъема. механизм позиционирования и система уплотнения. Как показано на фиг. 7, внутренняя полость верхней части тела формования и верхней поверхности литейной системы состоят из верхней воздушной камеры, цилиндрический вкладыш, механизм зарядки, уплотнительная система и система охлаждения распыления. Как показано на рисунке 8: форма головки и внутренняя полость нижнего штампа, а половина системы литья. Нижний штамп имеет нижнюю камеру штампа, Четыре подвижных вставок, навеска стояка, система герметизации, и система охлаждения распыления. Пять частей.
Верхние и нижние воздушные камеры и большие боковые вставки сердечника изготовлены из литого алюминиевого сплава, и части цилиндра выполнены из кованого алюминиевого сплава, чтобы улучшить точность и прочность вставок в цилиндре. Литье ядро системы литья использует стержни из алюминиевого сплава, и направляющая система и система позиционирования, изготовлены из нержавеющей стали и латуни.
В четырех частей цилиндрической вставки формующего цилиндра инкрустацией в верхней полости пресс-формы верхней газа, цилиндрическая вставка и верхняя камера пресс-формы фиксируют с помощью болтов из нержавеющей стали. Вся верхняя форма камеры интегрально литой для повышения прочности литейной формы.
Кормление конструкции механизма: Материал пистолет разработан с обеих сторон верхней воздушной камеры пресс-формы для удобства работников. Маленькие белые формы тела в сочетании с основными и вспомогательными орудиями, чтобы спроектировать два орудия для заполнения. Разбрызгиватель предназначен для стояка и питателя, и разбрызгиватель предназначен для стояка. В общей сложности четыре пушки завершить заполнение пресс-формы.
Нагревание и охлаждение дизайн: Установите распылитель медную трубку в верхних и нижних воздушных камер плесени, подключения охлаждающей воды, и реализовать автоматическое охлаждение распыления.
Уплотнительная конструкция системы: в том числе четыре части, уплотнительная система верхних и нижних камер воздуха и формирование шаблона машины, уплотнительная система поверхности разъема, уплотнительная система совместной поверхности материала пистолета и воздушная камера верхней формы, и уплотнительный элемент, как правило, изготовлены из силиконовой уплотнительной прокладки или уплотнительного кольца. .
Раздвижная меди в форме ласточкина хвоста ползун установлен между четырьмя подвижными вставками и нижней пресс-формы поверхности камеры разъема, так, чтобы четыре подвижный сердечник вставки нижней формы могут быть перемещены в фиксированном направлении на разделительной поверхности нижней воздушной камеры пресс-формы, каждые Подвижные вкладыши снабжены два наборами слайдов, чтобы улучшить точность направляющей подвижных вставок. Как показано на фиг. 8, правая сторона нижней воздушной камеры пресс-формы имеет сердечник тягового механизма для формования полого литника. Механизм вытягивания ядра состоит из основных тянущего стержня и предельное положения и босса позиционирования. Предельное положение и босс позиционирования расположены на спру. Обе торцевые поверхности полости отформованы как одно целое с нижней камерой фильеры, и круглое отверстие образованно в середине выступа, чтобы направлять центральный стержень в круглом отверстии при заполнении сердечника тягового действия.
Процесс литья гильзы цилиндра с комбинацией потерянной пены и сердечником смолы песка имеет четыре основных преимущества: Первый, автоматическая структура пресс-формы и хорошее качество белой плесени, так что припуск отливки мал, точность высока, и качество внешнего вида хорошо. . Второй, это значительно экономит затраты на рабочую силу и снижает трудоемкость рабочих. Третий, Затраты литья литейного цеха являются значительно ниже, чем в других процессах. четвертый, сократить цикл разработки из 465 тело так, чтобы его можно было быстро на рынок.
Упаковка & Доставка
- Упаковывая Детали: Деревянный ящик, костюм для перевозки на дальние расстояния
- Порт: Любой Морской Порт Китая
- время: 20-30 дни
{kind=link}
{kind=link}