
R&D de fondo:
A partir de 2017, capacidad instalada total de China de motores eléctricos ha llegado a más de 400 millones de kW, y el consumo anual de energía ha alcanzado 1.2 billones de kWh, representando 60% del consumo total de electricidad del país, representando 80% del consumo de electricidad industrial, incluyendo ventiladores, bombas y compresores. La capacidad total instalada se ha superado 200 millones de kW, y el consumo anual de energía ha alcanzado 800 mil millones de kWh, que representa aproximadamente el 40% del consumo total de electricidad del país. Por lo tanto, los requisitos de ahorro de energía en el motor son extremadamente grande, y también es el lugar donde el efecto ahorro de energía se puede reflejar mejor.
Como un dispositivo importante para la conversión de energía electromecánica, el motor es el componente básico de accionamiento eléctrico. tiene una amplia gama de aplicaciones, muchas variedades de productos y especificaciones complicadas. Sus características del producto determinan que la concentración de la industria no es alto, y las empresas de producción y los sub-sectores involucrados son más. obvio periódica, regional, características estacionales. A partir de 2018, la producción nacional y el apoyo a los fabricantes de motores diferenciales y medianas son más de 2,000, que se ha convertido en un producto básico indispensable en la economía nacional y la modernización de la defensa nacional. Hay muchos fabricantes en el diferencial doméstico y la industria del motor pequeñas y medianas empresas. La competencia en el mercado se refleja principalmente en el contenido técnico, precio y producción a gran escala de los productos. Debido al mecanismo de mercado imperfecto, la competencia de precios en la industria es feroz y ha habido un desarrollo benigno de la industria. Para efectos adversos. Con la aplicación de la etiqueta de eficiencia energética del motor, la emergencia de la supervivencia del más apto mercado de la y el fortalecimiento adicional de las barreras de la industria, la competencia de precios se debilitará gradualmente. fabricantes de acogida extranjeros también compran carcasas de motores en grandes cantidades en China, Siemens, ABB, Dongyuan, Corea del Sur Hyosung, etc..
En este contexto, la planta de producción carcasa del motor vigorizante ha surgido en la tierra de China, y las diversas áreas motorizados en el mercado del motor de China han sido aprobados por el motor principal fábrica de motores. , Taizhou, jingjiang, Wuxi, jiamusi, Nanyang, etc., la construcción de la línea de producción grandes y pequeños de espuma perdida mil, Y series 80-400 modelo de capas motor tecnología perdida de fundición de espuma es maduro y estable, proceso de espuma perdida El proceso de fundición de la carcasa del motor está completamente soportado y las ventajas son fuertes. Primero, el disipador de calor es recta y lisa, la separación es el mismo, la aparición de la fundición no tiene línea de costura, liso y suave. Segundo, la fundición de precisión alcanza el estándar CT8, la redondez es alto, y la tolerancia de mecanizado es pequeña, siempre y cuando el moho blanco no se ve afectada, el peso puede ser controlado. Tercera, todo el proceso de producción es pequeña, la cantidad de piezas de fundición es pequeña, el correspondiente costo laboral de la producción de piezas de fundición es baja, y el precio de fundición tiene una gran ventaja. La concordancia de las ventajas de fundición de espuma perdidas restantes es el mismo para la llama perdida de fundición de la carcasa del motor, como buen entorno de fundición, la protección del medio ambiente verde y, proceso simplificado, de alta densidad de piezas de fundición y así sucesivamente.
los requisitos del proceso:
De acuerdo con el análisis anterior, el requisito de seis puntos para la fundición de la carcasa del motor usando el proceso de espuma perdida:
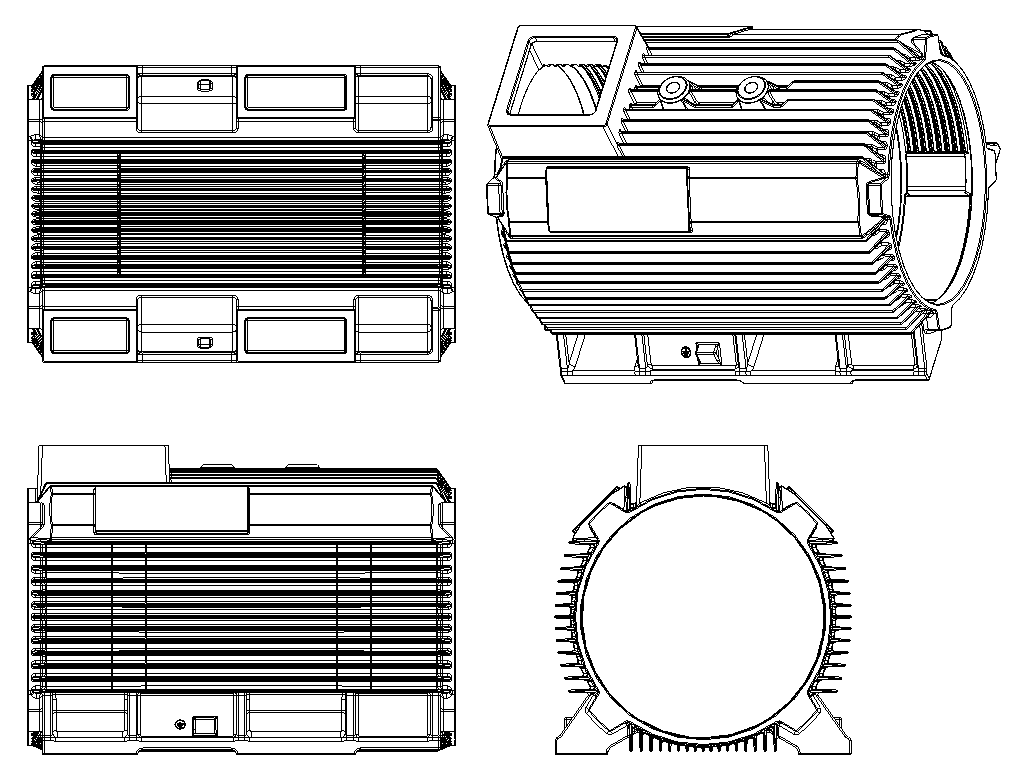
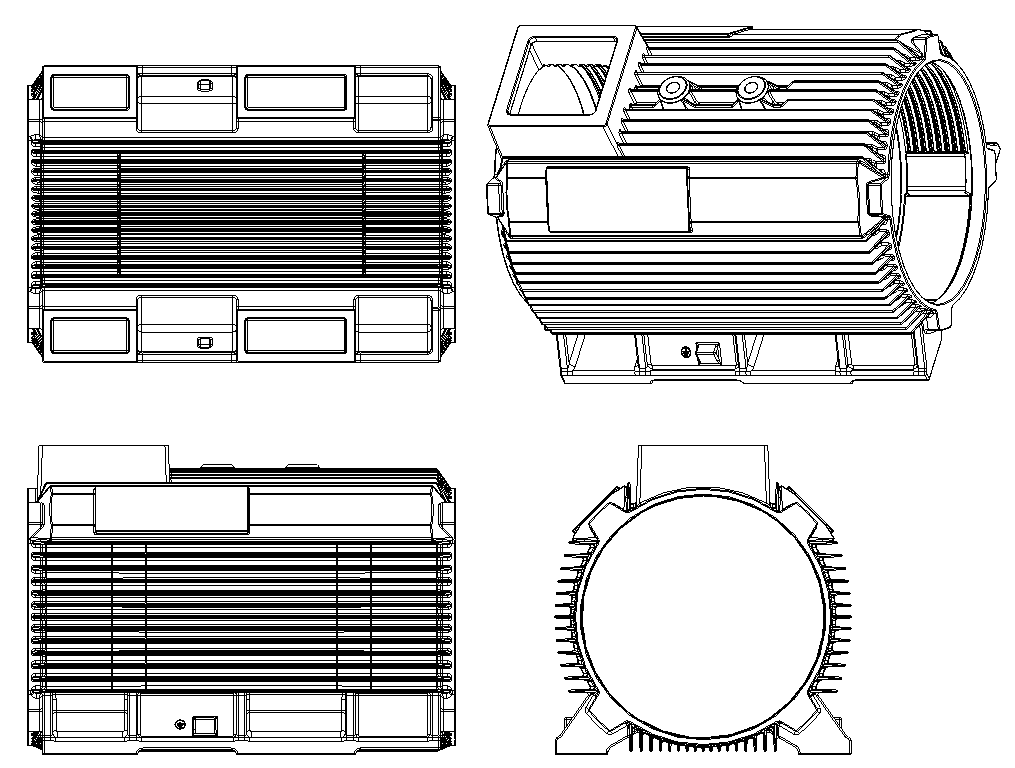
Primero, la dirección del disipador de calor es preferiblemente horizontal y vertical, que es, la orientación de los disipadores de calor en cuatro direcciones es uniforme, Aunque el disipador de calor radial también se puede abrir el molde, pero la envoltura de motor de esta estructura se recomienda ser un molde manual de. .
Segundo, el espesor de la parte superior del disipador de calor se garantiza que sea 3.2-5mm, y la altura de las aletas redondeadas reservados para R1.5-2mm es 30-60mm más alta que la superficie redonda exterior.
Tercera, tratar de simplificar la dificultad de moldeo de la carcasa del motor, y enderezar la tapa del tornillo de la tapa de extremo fijo en cuatro direcciones.
4. La marca de puesta a tierra se coloca en cuatro orientaciones.
5. Optimizar la estructura de núcleo interior y tratar de evitar la posibilidad de socavar.
6. La posición y orientación de la caja de conexiones son tan consistentes como sea posible con la dirección de tracción núcleo, la simplificación de la estructura y evitar la unión.
De acuerdo con los requisitos del proceso de fundición de la carcasa del motor, no es difícil encontrar que la fundición de espuma perdida es más difícil.
Primero, el disipador de calor alrededor de la carcasa del motor es más delgado y más alto, y la pieza de fundición es propensa a la separación frío.
Segundo, la misma redondez de la superficie del estator de la instalación intermedia debe garantizarse para evitar la deformación y el redondeo excesivo.
Tercera, la pieza de fundición shell motor generalmente adopta el proceso de fundición superior, y la escoria de escape en el proceso de colada es bien tratada. Basado en el análisis anterior de la dificultad de la pieza de fundición de espuma perdida de la carcasa del motor, los puntos de diseño del molde perdido de la carcasa del motor se reflejan principalmente en la clasificación, procesamiento y el inserto de la selección del material del disipador de calor alrededor del producto carcasa del motor. material.
Diseño de molde:
Con el fin de resolver el problema anterior del proceso de fundición a la espuma perdida de la carcasa del motor, es necesario diseñar un molde de espuma perdida para la carcasa del motor, de modo que el moho blanco de la carcasa del motor puede cumplir con tres requisitos:
Primero, el disipador de calor está completamente formado, uniformemente madurado, sin trazas de gas, y sin dentado.
Segundo, El cuerpo blanco casco del motor molde se ve hermosa, suave, no granular o de sobrecalentamiento provocado por el calentamiento desigual.
Tercera, la operación de moldeo es simple, la consistencia del producto es buena, el patrón de espuma tiene alta precisión, y el efecto de moldeo es buena.
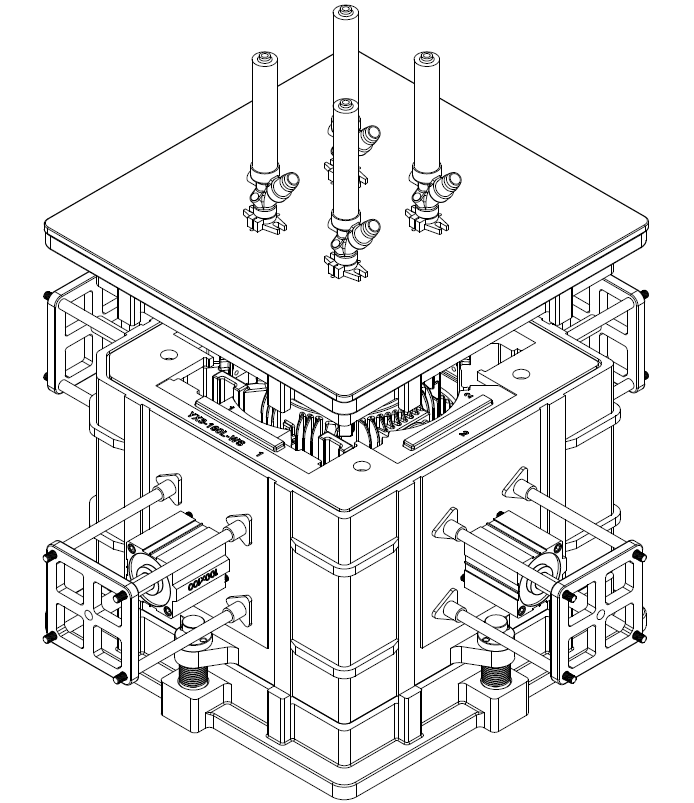
De acuerdo con el diagrama de conjunto de molde:
Diseñar un molde de tres a abrir molde de la cáscara del motor perdido, el mecanismo de molde incluye pistola automática, molde superior, inserción de núcleo lateral, cilindro de núcleo, molde inferior, molde inferior, superior del núcleo, de sellado superior de molde, Placa de posicionamiento y el mecanismo de resorte. La placa de sellado de molde superior está conectado a la cavidad del molde superior de la superficie del extremo superior del molde superior para formar una estructura de sellado; el núcleo de molde superior es hueco y comunica con la cavidad interior de la cámara de aire superior de molde y la cavidad del molde; el molde inferior incluye una cámara de aire inferior del molde , la cámara de molde inferior 2 y el núcleo; la cámara de molde inferior es una estructura de doble capa; la cámara de molde inferior 1 y la cámara inferior del molde están conectados por un mecanismo de resorte; el núcleo inferior se fija a la cámara de molde inferior 2 y el núcleo superior dispuestos simétricamente; la cavidad interna de la cámara de troquel inferior tiene cuatro insertos de núcleo lado distribuidos uniformemente a lo largo de la circunferencia para formar el disipador de calor alrededor de la carcasa del motor; y los correspondientes insertos centrales cuatro laterales están provistas respectivamente con cilindros de extracción de núcleo; Los cilindros de tracción de cuatro centrales se fijan respectivamente en el lado exterior de la parte inferior de un molde; el núcleo lateral tirando de insertos están conectados, respectivamente, con los pistones del núcleo correspondiente tirando de cilindros a través de las columnas de guía para formar cuatro insertos de núcleo lateral de tracción. Bajo la acción de cuatro cilindros de núcleo-tirando, el movimiento hacia el interior está cerrado para formar una cavidad de molde o una estructura hacia el exterior en movimiento; la parte superior de la placa de sellado superior de molde se fija con una pistola automática de material; el extremo inferior de la pistola automática de material pasa a través de la cavidad interior de la cámara de aire superior del molde. El núcleo superior está conectado de forma deslizable a la cámara de molde superior por medio de tornillos y muelles; un extremo del muelle está conectado con el núcleo de molde superior, y el otro extremo está conectado con la cámara de aire superior de molde por pernos, y el molde perdido se utiliza en el molde automática. Cuando se llena el arma, el núcleo superior y el núcleo inferior están estrechamente adheridos bajo la acción de la fuerza de resorte, y la cámara de molde superior y la cámara inferior del molde no están en contacto, realizando de este modo la estructura de pre-apertura doble.
La cámara del molde superior tiene una mesa de posicionamiento alrededor de la cámara, y la cámara del molde inferior tiene una ranura de posicionamiento que coopera con la mesa de posicionamiento en la cámara de molde superior; la cámara de posicionamiento y la cámara inferior del molde en la cámara de molde superior Las ranuras de posicionamiento tienen un mecanismo de guía para el posicionamiento y el guiado del molde cuando el molde está cerrado perdido.
La superficie de partición de la cámara de molde superior tiene un agujero reservado para el paso de vapor caliente y agua de refrigeración.
El lado exterior de la cámara superior del molde, la plantilla inferior y la cámara inferior del molde, la plantilla inferior y la cámara inferior del molde, y el molde inferior y la superficie de contacto inferior del núcleo tienen cada uno un agujero reservado a través de la cual el vapor caliente y agua de refrigeración pase.
La estructura de tres apertura de la carcasa del motor es hacer que la cámara de matriz inferior cerrada sin fugas y para lograr el efecto de la inserción de núcleo lado límite. La estructura de tres apertura de la carcasa del motor se compone de una matriz superior, una matriz inferior 1 y una matriz inferior 2. La matriz inferior 1 y la matriz inferior 2 son combinadas por un mecanismo de resorte para formar una cámara de matriz inferior. Los patrones de posición finita en los dos extremos de los insertos de núcleo cuatro laterales se insertan en el surco de límite superior de la matriz y la matriz inferior límite de ranura, respectivamente, en el estado de sujeción del molde, y se evita la extracción lateral. La inserción de núcleo se retrae. Al llenar, el molde superior es levantada por 20mm, a continuación, el mecanismo de resorte molde inferior salta el molde inferior. El lado inferior de la inserción de 12 mm se separa del molde inferior. En este momento, la pre-apertura del relleno de 20 mm se lleva a cabo, que hará que la envoltura de motor de tipo espuma. El disipador de calor es completa y perfecta. Cuando se abre el molde, el molde superior se levanta, y la ranura límite superior de molde se separa de los insertos centrales cuatro laterales, la estructura de resorte surge el molde inferior, y la estructura de cilindro de núcleo hace que los cuatro enlaces para conducir la pieza de inserción de núcleo lado a retirarse. Cuando la espuma shell motor se saca, se forma el lado de la envoltura de motor. La estructura de tres apertura de la carcasa del motor se compone de una matriz superior, una matriz inferior 1, una matriz inferior 2 y un mecanismo de resorte. La estructura de resorte se compone de una matriz inferior, un agujero límite inferior, un segundo agujero límite matriz inferior, un poste de guía y un resorte. La estructura de resorte da cuenta de la primera apertura del molde inferior 1 y el molde inferior 2. La máquina de moldeo conduce el molde superior se mueva hacia arriba para hacer que el molde superior y el molde inferior una segunda abertura de molde, abertura de molde de dos, y una estructura de molde de tres capas. El molde, el molde inferior, y el molde inferior 2) se combinan en una estructura de molde de tres abierto de la carcasa del motor, que da cuenta de la moldura perfecta de la espuma shell motor.
La nueva estructura del molde de tres apertura de la envoltura de motor perdió molde. La alimentación automática se realiza por la pistola automática, que asegura que el disipador de calor del patrón motor espuma cáscara está llena y no tiene defectos; la pieza de inserción de núcleo lateral de tracción y el cilindro de núcleo tirando dan cuenta el núcleo automático tirando, la puesta en vapor caliente a través del agujero y el agua de refrigeración. El orificio pasante se da cuenta de calefacción y refrigeración automática, mejora en gran medida la eficiencia de formación del molde blanco, reduce el coste de la intensidad del trabajo y la producción del trabajador, asegura la consistencia del molde blanco formando, tiene operación de moldeo sencillo, buena consistencia del producto, de alta precisión de la pauta de espuma, Buen efecto de moldeado.
formas detalladas:
El proceso de trabajo de la estructura de tres apertura de la carcasa del motor es:
El primer paso es para izar el molde de cáscara de motor entre las cuatro columnas de guía de la máquina de moldeo vertical de, y fijar la cámara de aire superior de molde a la plantilla superior (es decir, la plantilla se mueve) de la máquina de moldeo a través de la placa de presión, y presione la cámara de aire inferior del molde a través de la placa de presión. Fijos en la placa de matriz inferior de la máquina de conformación vertical, (es decir, la placa de matriz fijo), encender el tubo de ventilación y el tubo de alimentación de la pistola automática, encender el tubo de ventilación del cilindro de posicionamiento y el cilindro de núcleo, y abrir la cámara de la matriz superior y la matriz inferior. una tubería de vapor caliente y una tubería de agua de enfriamiento de la cámara de aire;
Paso 2: Depurar el molde, ajustar la carrera de apertura y de cierre de la máquina de moldeo vertical a la carrera adecuada para el molde para abrir y sacar la espuma, y pulse el molde con fuerza por la máquina de moldeo vertical para asegurar una apertura suave y cierre del molde sin ningún fenómeno de pegado; momento de los hechos, la presión del vapor caliente, tiempo de enfriamiento;
El tercer paso: en la etapa de llenado, cuando el molde se carga mediante la pistola automática, la cámara de molde superior impulsa el núcleo superior en la cavidad del molde después de la inserción de núcleo lateral está cerrada. En este momento, entre el molde superior y el molde inferior Deje un espacio de 6-8 mm, y el núcleo superior y el núcleo inferior están estrechamente unidos bajo la acción de la fuerza de resorte, que es equivalente a la cavidad del molde se 6-8mm más grande, es más fácil para llenar la cavidad del molde, Haciendo uso de la pistola automática llena las partículas de espuma pre-expandidas en la cavidad del molde por el método de presión negativa, que es, la alimentación de pre-apertura se realiza, y después de la alimentación está terminada, el molde superior y el molde inferior están completamente cerrados, en el proceso, el disipador de calor está parcialmente La parte sin llenar se llena con la parte sin llenar cuando la máquina de moldeo vertical, impulsa el molde superior hacia abajo para asegurar que las partículas de espuma se llenan por completo en la cavidad del molde, asegurando de este modo la formación del disipador de calor patrón de espuma; Pasar el vapor caliente, mantener la presión, hasta que el material de espuma está completamente expandido, madurado, mezclado, formado, desactivar la válvula de vapor, pasar el agua de refrigeración, guay, conjunto, abrir la válvula de drenaje, drenar el agua de refrigeración, abrir los moldes superior e inferior primero, La separación completa de núcleo y motor envuelta de espuma El cilindro de posicionamiento impulsa la placa de posicionamiento a moverse hacia abajo, y mueve el jefe de posicionamiento para el lado inferior de la pieza de inserción de núcleo lateral, y el cilindro de núcleo tirando impulsa el núcleo lateral insertar para desacoplar el disipador de calor de la espuma de envoltura de motor y la pieza de inserción de núcleo lateral, Finalización de la liberación del disipador de calor, los moldes superior e inferior se abren a la carrera de ajuste del molde, y el patrón de espuma se sacó del molde inferior para completar la acción de apertura del molde; cuando el molde se cierra, la pieza de inserción de núcleo lateral es cerrado primero por el cilindro de núcleo, y los moldes superior e inferior se cierran de nuevo. El cilindro de posicionamiento del molde inferior impulsa la placa de posicionamiento para completar el límite de posicionamiento de la pieza de inserción de núcleo lado opuesto, termina la sujeción del molde, recargas, y completa un proceso de moldeo.
Nota: La estructura del molde por encima de Luoyang Liushi molde Co., Ltd. ha solicitado una patente, falsificación será investigado!
número de patente invención:
ZL 2012 1 0303995.X
ZL 2016 1 0057821.8
ZL 2016 1 0216915.5
Utilidad número de modelo patente:
ZL 2012 2 0423206.1
ZL 2012 2 0423548.3
ZL 2012 2 0423999.7
ZL 2012 2 0423475.8
ZL 2016 2 0084122.8

