В промышленных производственных линиях, а мяч пресс машина это гораздо больше, чем отдельное оборудование. Это основной элемент, который напрямую влияет на качество формования материала., стабильность выхода, и общая эффективность производства. Используется ли машина для гранулирования удобрений, минеральное брикетирование, химическая обработка, или гранулирование металлического порошка, его реальная производительность определяется не только конструкцией и качеством изготовления, но и от того, насколько хорошо он установлен и введен в эксплуатацию на месте..
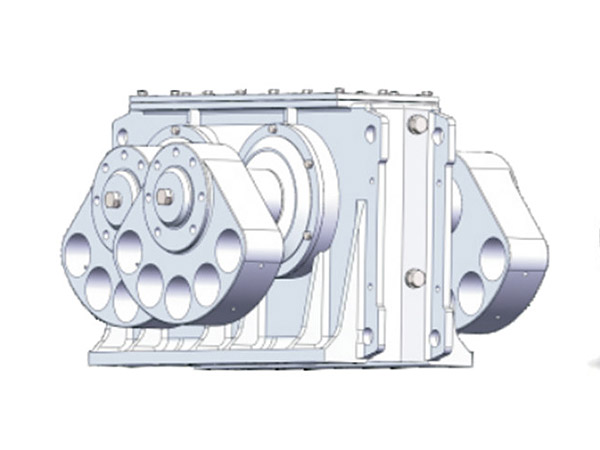
Монтаж и ввод в эксплуатацию шарового пресса

Из нашего опыта работы с клиентами из разных отраслей, неправильный монтаж и поспешный ввод в эксплуатацию остаются двумя наиболее распространенными причинами раннего выхода оборудования из строя и нестабильности производства.. Вот почему профессиональные услуги по монтажу и вводу в эксплуатацию необходимы для достижения надежной работы с первого дня..
Почему правильная установка имеет решающее значение для шаровых прессов
Шаровой пресс работает под постоянной нагрузкой., давление, и вибрация. Даже незначительные ошибки при установке могут постепенно привести к серьезным механическим проблемам.. К частым проблемам, вызванным неправильной установкой, относятся ненормальная вибрация., неравномерный износ роликов, нестабильное формирование шара, и частые отключения.
Профессиональная установка гарантирует, что каждый ключевой фактор будет учтен до начала производства., включающий:
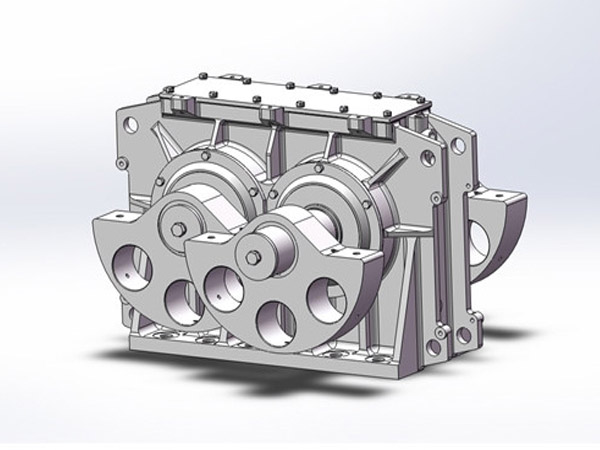
Точная центровка машины
Точное выравнивание роликов, валы, и компоненты трансмиссии снижают механическое напряжение и обеспечивают плавную работу.
Надежный фундамент и подготовка основания
Фундамент должен соответствовать весу машины., эксплуатационная нагрузка, и вибрационные характеристики для предотвращения долгосрочных структурных проблем.
Правильная сборка механических компонентов
Правильный контроль крутящего момента болтов, правильная установка подшипника, и точное расположение изнашиваемых деталей помогают избежать ранних отказов.
Стандартизированные электрические и гидравлические соединения
Профессиональные специалисты проверяют проводку, направление двигателя, системы управления, и гидравлические контуры для обеспечения безопасной и стабильной работы..
Правильно обращаясь с этими деталями на этапе установки, производители могут значительно снизить риск незапланированных простоев и дорогостоящего ремонта в дальнейшем..

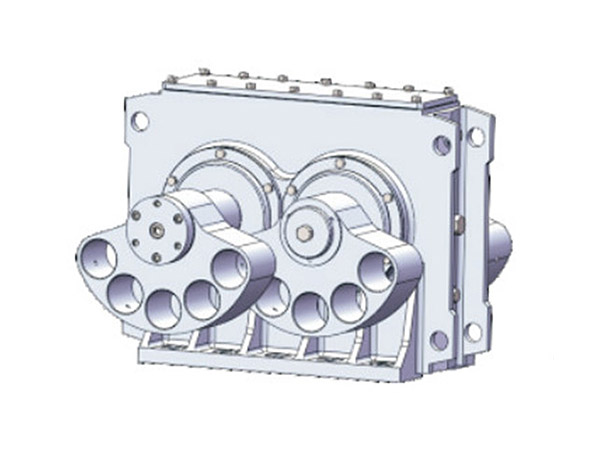
ввод в эксплуатацию: Превращение установки в реальную производительность
Ввод в эксплуатацию – это не просто включение электроэнергии и запуск производства.. Это систематический процесс, который превращает недавно установленный шаровой пресс в полностью оптимизированную производственную единицу..
…
Для получения более подробной информации по установке и вводу в эксплуатацию шарового пресса, пожалуйста, нажмите, чтобы посетить: https://www.zymining.com/en/a/news/ball-press-machine-installation-and-commissioning.html