
Espuma perdida fundición del bloque del motor

estructura de molde Lost-matriz con el bloque de cilindros del motor liner
La tecnología del proceso de espuma perdida para la fundición del cuerpo del motor es maduro, de un solo cilindro con seis cilindros a cilindros V, de camisas de cilindro a camisas de cilindros, etc., y se da cuenta poco a poco la producción y el uso masivo, especialmente en los últimos dos años. El proceso de molde perdido arroja el 465 serie de bloques de motor vertical refrigerado por agua con camisas de cilindros.
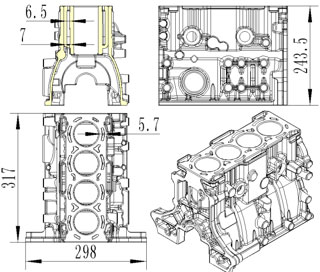
Se refieren a los requisitos técnicos de las piezas fundidas en la figura 1: fundición HT250 material de, material de moho blanco: STMMA (copolímero), la microestructura de la pieza de fundición debe ser perlita, el contenido de la matriz debe ser no menos de 90%, y se permite que una pequeña cantidad de eutéctica de ferrita y fósforo. El grafito se distribuye uniformemente en forma de lámina fina. La tensión interna se elimina, la dureza de la pieza fundida es 187-255HBS, y la resistencia a la tracción es ≥250N / mm2. Dimensiones del producto: 317X298X243.5 (unidad: mm). Casting tolerancia dimensional CT7 (GB / T6414-1999).
Las dificultades en la emisión de ese cuerpo de motor perdieron proceso de espuma:
1. De reparto de la cámara de agua de refrigeración, la brecha de la cavidad de refrigeración de la máquina se cambia de 6,5 mm a 7 mm, y el agujero de arena de la superficie frontal es pequeña, la anchura local es solamente 5.7mm, la cavidad de refrigeración está recubierto y lijar. Es difícil de limpiar.
2. Zero defecto en el procesamiento de cilindro, agujero cigüeñal interior y del árbol de levas agujero mecanizado.
3, la forma de la columna múltiple tornillo de posicionamiento, todos los orificios de los tornillos deben ser lisas, sin defectos, grietas. El cuerpo no tiene espesor de pared de 5 mm y se puede probar por la presión del agua de 0.4Mpa. No debe haber fugas de 2min. El paso de aceite lubricante deberá pasar la prueba de presión de aceite de la presión de 0,6 MPa durante 1 minuto y no tendrá fugas.
4. Castings no se les permite tener grietas, particiones fríos, contracción, agujeros, inclusiones extranjeros y otros defectos de fundición que reducen la fuerza.
En ordenpara resolver los problemas anteriores, es necesario introducir una nueva estructura de molde de espuma perdida con un cuerpo del motor camisa de cilindro. El proceso de molde debe ser compatible con el equipo de colada de la fundición, de acuerdo con la línea de producción de fundición de espuma perdida de la fundición, y el conjunto completo de fabricantes de colada. El proceso de producción de espuma perdida se combina, y la estructura del molde adopta las siguientes soluciones técnicas:
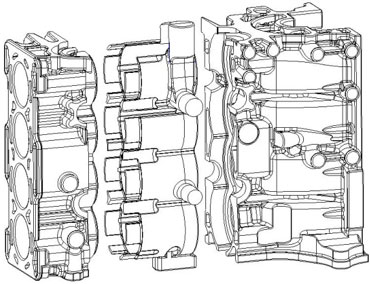
Primero, determinar el esquema de sharding, como se muestra en la figura 2: El análisis estructural del cuerpo, combinado con la mesa de colada, revestimiento, proceso de unión, etc., el cuerpo debe considerar el proceso de usar el macho de arena de resina debajo de la cámara de agua de refrigeración durante la colada. Este proceso debe centrarse en:
Primero: la segmentación moho blanco ayuda a que el macho de arena de resina para ser colocado. El perfil de moho blanco se divide en dos piezas del centro de los cuatro lados a través del agujero de la forma de la cavidad de refrigeración del cuerpo. La superficie de separación es un plano recto, que está básicamente situado en dos tercios del cilindro desde la parte superior para facilitar la colocación del macho de arena. Conducente a la unión de moho blanco.
Segundo: Cuando el macho de arena de resina es recubierto, se evita que la pintura que cae sobre la superficie de unión de molde blanco cuando se coloca el molde blanco. De lo anterior, la parte de cilindro puede estar formado integralmente. La pieza se separa de la pieza grande en la parte inferior del cilindro. cuando se combinan, el macho de arena de resina y la pequeña pieza son cepillados junto. Si el pequeño cilindro se cubre con pintura, la pistola de aire se puede utilizar. Ligeramente soplar, y luego poner la pieza pequeña y el núcleo de arena juntos en una pieza grande para unir, que puede prevenir con eficacia la pintura entren en la superficie de unión de molde blanco.
Tercera: el macho de arena de resina impide el desplazamiento durante el proceso de grabación y colada en la caja de arena, y el macho de arena de resina también se puede fijar en la caja de arena. Cuando se ha diseñado el núcleo de arena de resina, el agujero pasante del cuerpo puede extenderse para hacer un proceso que sobresale. El jefe proceso de la superficie del orificio pasante es 10-25mm, y la arena se coloca por el jefe de proceso a la base de la arena durante el proceso de presión negativa de succión.
Cuarto: impedir que el macho de arena de resina de ser quemado en la colada, causando arena férrea, controlar el espesor del recubrimiento del núcleo de arena de la resina y el espesor del cuerpo de núcleo de arena, y la organización de una brecha de recubrimiento de 0.8 mm en un lado entre el macho de arena y el molde blanco. .
Quinto: Evitar que el contenido de resina del núcleo de arena de la resina de ser demasiado, haciendo que la cantidad de generación de gas en el proceso de fundición a ser demasiado grande, y el aumento de los poros de la colada. Al diseñar, el núcleo jefe resina se espesa sobre-para reducir el peso del núcleo y la resina. El contenido también puede ser considerado para reemplazar la arena con arena ordinaria Baozhu (polvo).
Sexto: Controlar el volumen de la cámara de agua para satisfacer las condiciones de uso del cuerpo. En la elaboración de, hacer la redacción del moho blanco y el macho de arena de modo que pueda ser desmoldeado sin problemas, sin afectar al volumen de la cámara de agua.
En segundo lugar, según el esquema de empalme, es necesario dividir 3 conjuntos de moldes, 2 juegos de matrices de moldes perdidos y 1 conjunto de cuadro de núcleo caliente muere, y aquí principalmente explicar la estructura del molde perdido. De acuerdo con la máquina de moldeo automática vertical del fabricante fundición, el primer conjunto de estructura de molde adopta molde máquina automática, llenado automático, calefacción y refrigeración automática, núcleo automático tirando, expulsión automática, moho blanco puede realizar la producción automática, reducir la intensidad de trabajo y ahorrar colada. Costo, aumentar la eficiencia de la producción.
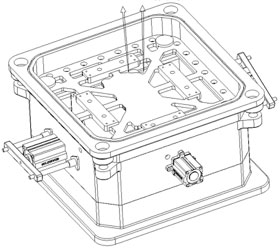
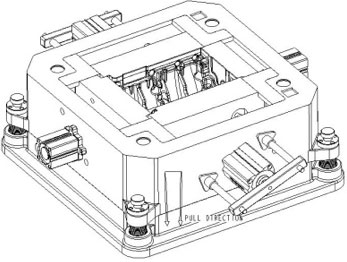
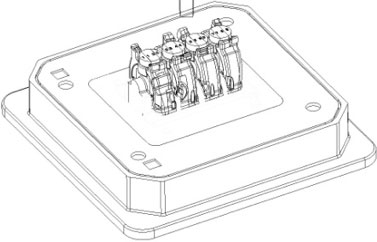
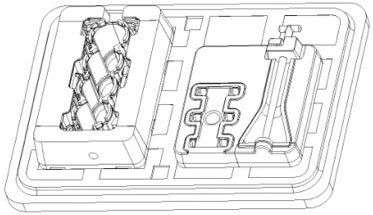
Como se muestra en la figura. 3, el molde se divide en moldes superior e inferior, y la estructura del molde de la parte superior, medio y cámaras de aire inferior se adoptaron como un todo, y la superficie de separación del molde está entre el medio y cámaras de aire inferiores, y la superficie de separación tiene superior, El mecanismo de posicionamiento y sistema de cierre de la matriz inferior. Como se muestra en la figura 4: la forma del cuerpo de moldeo superior, el molde superior se compone de la cámara de aire superior, la cámara de aire media, cuatro insertos móviles, el mecanismo de núcleo tirando, el mecanismo de resorte, el mecanismo de cobro, el sistema de sellado, y el sistema de enfriamiento por pulverización. composición. Como se muestra en la figura. 5: la cavidad interna del cuerpo de moldeo inferior, el molde inferior tiene una cámara de aire inferior del molde, un núcleo, un inserto móvil, un mecanismo de expulsión, un sistema de sellado, y un sistema de enfriamiento por pulverización.
La parte superior, medias y cámaras de aire más bajos y la gran núcleo lado insertos están hechos de aleación de aluminio fundido, las pequeñas y delgadas insertos de pared están hechos de aleación de aluminio forjado, y el sistema de guiado y el sistema de posicionamiento están hechas de acero inoxidable y latón.
Las cuatro esquinas de la cámara de aire superior y la cámara de aire medio están conectados por pernos de resorte. Cuando el molde no es firme, una 12 mm brecha está reservado bajo la fuerza del resorte, que tiene tres funciones. Primero, el producto tiene un espesor de pared de 5 mm, puede ser ventilado durante la carga, y puede ser pre-abierta. Segundo, el molde ayuda a descargar el agua de refrigeración. Tercera, los moldes superior e inferior pueden lograr un contacto retardada y mejorar la vida útil del molde. Un sistema de sellado está dispuesto entre la cámara de aire superior y la cámara de aire medio de superficie para evitar fugas de vapor caliente y agua de refrigeración de conexión cuando se cierra el molde.
Los cuatro insertos móvil y el mecanismo de núcleo-tirando de la cámara interior del molde superior completo que forma la automática de la forma de cuatro lados de la 465 cuerpo. El mecanismo de tracción de núcleo se compone de un cilindro, una columna de guía, un un sistema de sellado de la manga guía y. El cilindro está fijado en el lado exterior del gas medio con tornillos de acero inoxidable. El mecanismo de guía está diseñado de acuerdo con el tamaño del inserto movible. La gran doble columna casquillo de guía de la pieza inserta móvil las guías de inserción movible (parte delantera y trasera de la figura. 4) a través del poste de guía. Conectado con el cilindro. El pequeño inserto móvil se conecta directamente la cabeza del cilindro y el inserto movible, y la dirección del cilindro se endereza para guiar el inserto móvil (a la izquierda y derecha de la figura. 4). El principio de funcionamiento de formar automática es para eliminar el aire comprimido en el cilindro del cilindro para accionar el movimiento del pistón del cilindro. El pistón está conectado con el inserto móvil a través de la rosca o la varilla de guía. El pistón se mueve el inserto móvil para completar la acción de apertura y cierre moviendo hacia adelante y hacia atrás. Las cinco ventajas del mecanismo automático de núcleo-tirando: alta eficiencia, alta precisión, buena calidad de la superficie, buena estabilidad y la intensidad del trabajo de luz.
Llenar el diseño de mecanismos: Con el fin de hacer el molde blanco por completo y sin problemas, la superficie de la cámara de aire medio se introduce en la pistola automática a través de la inserción de núcleo, y las principales y auxiliares armas se combinan, dos en cada lado, un total de 8 Llene el arma.
Calentamiento y enfriamiento diseño: Instalar el tubo de cobre de pulverización en las cámaras de aire del molde superior e inferior, conectar el agua de refrigeración, y darse cuenta de enfriamiento por pulverización automática.
Sellado de diseño del sistema: incluyendo cuatro partes, el sistema de sellado de las cámaras de aire superior e inferior y la plantilla que forma la máquina, el sistema de cierre del cilindro de núcleo y el manguito de guía y la cámara de aire media, el sistema de sellado de la superficie de partición, el sellado de la superficie de la articulación de la pistola de material y la cámara de aire medio El sistema de sellado entre el sistema y la cámara de aire superior mencionado anteriormente, el elemento de sellado se hace generalmente de una tira de sellado de silicona o un anillo de obturación.
El núcleo del molde inferior se fija en la cámara de aire inferior del molde por medio de tornillos de acero inoxidable, el inserto móvil está posicionado y guiado en el núcleo, el mecanismo de liberación de molde automático se encuentra en la cámara de aire inferior del molde y la superficie de partición, y el mecanismo de liberación de molde automático se retira del molde. El cilindro expulsor, la columna superior, el poste de guía y el manguito de guía se componen de cinco partes, y el espesor de la placa de separación se 20 mm. La ranura de montaje de la placa de separación se encuentra en la superficie de separación de la cámara de aire inferior, y las cuatro esquinas de la ranura tienen respectivamente el cilindro y la placa de recorte. El orificio de conexión está provisto de un manguito de guía de cobre, y el cilindro y la placa de extracción están conectados a través de la columna de guía. El cilindro eyector está fijado en la cámara de aire inferior del molde, y cuatro cilindros montado en columna están dispuestos respectivamente alrededor de cada orificio de conexión en la cámara de gas de molde inferior. En la ranura de montaje de inserción, la parte restante del borde 12MM está ahuecado, y el bloque en vivo y el borde producto están en el separador. El principio de funcionamiento es que el aire comprimido se descarga en el cilindro del cilindro para accionar el movimiento del pistón del cilindro, y el pistón está conectada por la varilla de guía y la placa separadora, y el pistón se mueve hacia arriba y hacia abajo para completar la expulsión y la acción de cerrar moviendo arriba y abajo. El uso del mecanismo de expulsión automática para expulsar el moho blanco tiene tres ventajas principales: el molde blanco tiene una alta eficiencia de moldeado, pequeñas deformaciones, y la operación conveniente.
De acuerdo con la máquina de moldeo automática vertical del fabricante fundición, el segundo conjunto de estructura de molde adopta el modo máquina semiautomática, carga automática, calefacción y refrigeración automática, y el dibujo manual moho blanco. En combinación con las de fundición 465 proceso de fundición cuerpo, el sistema de colada y el molde blanco del pequeño cuerpo se colocan en un conjunto de moldes, haciendo pleno uso del espacio de molde, reducir el costo de desarrollo de moho y aumentar el rendimiento del molde.

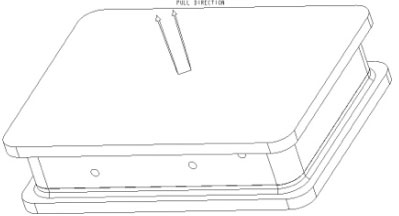
Como se muestra en la figura. 6, el molde se divide en moldes superior e inferior, y la estructura del molde de las cámaras de aire superior e inferior se adopta como un todo. Las cámaras de aire superior e inferior son las superficies de separación del molde, y los moldes superior e inferior están formados en la superficie de partición. mecanismo de posicionamiento y sistema de sellado. Como se muestra en la figura. 7, la cavidad interna del cuerpo de moldeo superior y la superficie superior del sistema de fundición se compone de una cámara de aire superior, un inserto cilíndrico, un mecanismo de carga, un sistema de sellado y un sistema de enfriamiento por pulverización. Como se muestra en la figura 8: la forma de la matriz y la cavidad interior de la matriz inferior y la mitad del sistema de colada. La matriz inferior tiene una cámara de matriz inferior, cuatro insertos móviles, una barra de tracción de la esprue, un sistema de sellado, y un sistema de enfriamiento por pulverización. cinco piezas.
Las cámaras superior e inferior de aire y los insertos grandes centrales lado están hechas de aleación de aluminio fundido, y las partes de los cilindros están hechos de aleación de aluminio forjado para mejorar la precisión y la fuerza de las piezas de inserción en el cilindro. El macho de colada del sistema de colada utiliza barras de aleación de aluminio, y el sistema de guiado y el sistema de posicionamiento están hechas de acero inoxidable y latón.
En el cuatro piezas incrustaciones cilindro de moldeo por inserción cilíndrica en la cavidad superior del gas superior de molde, el inserto cilíndrico y la cámara de molde superior son fijados por tornillos de acero inoxidable. totalidad de la cámara superior del molde se moldea integralmente para mejorar la resistencia del molde.
La alimentación de diseño de mecanismos: La pistola de material está diseñado en ambos lados de la cámara de aire superior de molde para la conveniencia de los trabajadores. El pequeño molde blanco del cuerpo se combina con los principales y auxiliares armas para diseñar dos armas para llenar. Un rociador está diseñado para el bebedero y el bebedero, y un aspersor está diseñado para el bebedero. Un total de cuatro pistolas de completar el llenado del molde.
Calentamiento y enfriamiento diseño: Instalar el tubo de cobre de pulverización en las cámaras de aire del molde superior e inferior, conectar el agua de refrigeración, y darse cuenta de enfriamiento por pulverización automática.
Sellado de diseño del sistema: incluyendo cuatro partes, el sistema de sellado de las cámaras de aire superior e inferior y la plantilla que forma la máquina, el sistema de sellado de la superficie de partición, el sistema de sellado de la superficie de la articulación de la pistola de material y la cámara de aire superior del molde, y el elemento de sellado se hace generalmente de tira de sellado de silicona o anillo de obturación. .
Una corredera de cola de milano de cobre deslizante se instala entre los cuatro insertos móvil y la superficie de la cámara de separación del molde inferior, de modo que los cuatro insertos de núcleo móvil del molde inferior se pueden mover en una dirección fija en la superficie de separación de la cámara de aire inferior del molde, cada uno de los insertos móviles están equipados con dos juegos de diapositivas para mejorar la precisión de guiado de los insertos móviles. Como se muestra en la figura. 8, el lado derecho de la cámara de aire de molde inferior tiene un núcleo mecanismo de tracción para formar un canal de colada hueco. El mecanismo de tracción de núcleo se compone de una tira de barra de núcleo y una posición de límite y un saliente de posicionamiento. La posición límite y el jefe de posicionamiento se encuentran en el bebedero. Ambas caras de extremo de la cavidad se moldean integralmente con la cámara de matriz inferior, y un agujero circular se forma en el medio de la protuberancia para guiar la barra de núcleo en el agujero redondo al completar la acción núcleo tirando.
El proceso de fundición de la camisa de cilindro con la combinación de la espuma perdida y el macho de arena de resina tiene cuatro ventajas principales: Primero, la estructura del molde automática y la buena calidad del moho blanco, de modo que la tolerancia de mecanizado de la pieza de fundición es pequeña, la precisión es alta, y la calidad es buena apariencia. . Segundo, se ahorra considerablemente los costos de mano de obra y reduce la intensidad de trabajo de los trabajadores. Tercera, los costos de fundición de la fundición son mucho más bajos que otros procesos. Cuarto, acortar el ciclo de desarrollo de la 465 cuerpo de modo que puede introducirse rápidamente al mercado.
Embalaje & Entrega
- Detalles De Embalaje: Caja de madera, traje para el transporte de larga distancia
- Puerto: Cualquier Chino Puerto De Mar
- Tiempo De Entrega: 20-30 días
{kind=link}
{kind=link}