При выборе подходящего подшипника для вашего вращающегося оборудования, выбор часто сводится к выбору поворотного подшипника вместо традиционного подшипника.. Оба служат фундаментальной цели: обеспечить вращательное движение, поддерживая при этом нагрузки., но их философия дизайна, области применения, и ТТХ существенно отличаются. Понимание этих различий имеет решающее значение для инженеров и специалистов по закупкам, которым необходимо оптимизировать надежность оборудования., экономическая эффективность, и эксплуатационная долговечность. В этой статье приводится строгий, side-by-side comparison to help you determine which bearing type best suits your specific requirements. Мы также остановимся на выводах LYMC., производитель с большим опытом работы в обеих областях.
1. Фундаментальные различия в конструкции и конструкции
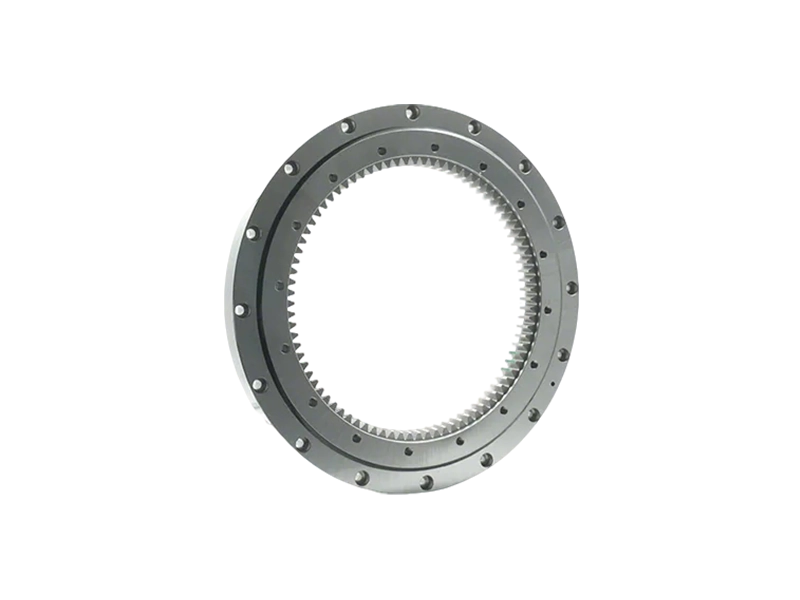
Наиболее очевидное различие между поворотными подшипниками и традиционными подшипниками заключается в их физической архитектуре и в том, как они воспринимают силы.. Традиционные подшипники, такие как шариковые, роллер, or tapered roller bearings—are typically compact, стандартизированные компоненты, предназначенные для высокоскоростного вращения с умеренными радиальными и осевыми нагрузками. В отличие, Мы все знаем, что независимо от того, какой подшипник (также известный как поворотные кольца) имеют большой диаметр, интегрированные узлы, которые могут одновременно выдерживать большие осевые нагрузки, радиальные нагрузки, и крутые моменты.
Грузоподъемность и направление
Поворотные подшипники превосходно подходят для применений, где нагрузка не является чисто радиальной или осевой, а включает в себя комбинированные силы и опрокидывающие моменты.. Их конструкция часто включает в себя несколько дорожек качения с рядами шариков или роликов. (например, четырехточечный контактный шарик или скрещенный ролик) захватывать силы с нескольких направлений. Традиционные подшипники, Диапазон углов поворота также сильно ограничен, оптимизированы для однонаправленной или двунаправленной загрузки (например, радиальные шарикоподшипники для радиальных нагрузок, упорные подшипники для осевых нагрузок). При наличии опрокидывающих моментов, традиционные подшипники могут потребовать сложных монтажных механизмов или нескольких подшипников, расположенных спина к спине., увеличение сложности системы.
Сложность установки
Традиционные подшипники, как правило, представляют собой готовые компоненты, которые можно монтировать с использованием стандартных посадок на вал и корпус.. Установка относительно проста, часто требуются только методы запрессовки или термопосадки. Поворотные подшипники, однако, крепятся болтами непосредственно к соседним конструкциям (например, проигрыватель и основание) с помощью кольца монтажных отверстий. Это требует точного выравнивания и контроля крутящего момента., но это устраняет необходимость в дополнительных корпусах или валах. Инженеры по применению LYMC отмечают, что установка поворотного подшипника требует больше усилий., это упрощает общую конструкцию системы в тяжелых вращающихся устройствах, таких как краны, экскаваторы, и ветряные турбины.
2. Сравнение производительности и приложений

В следующем списке суммированы ключевые критерии производительности, в которых поворотные подшипники и традиционные подшипники расходятся.:
- Скорость: Традиционные подшипники работают на высоких оборотах. (тысячи оборотов в минуту). Поворотные подшипники рассчитаны на медленное и умеренное вращение. (обычно под 100 об/мин).
…
Для получения более подробной информации об основных различиях между поворотными подшипниками и традиционными подшипниками, пожалуйста, нажмите, чтобы посетить:https://www.mcslewingbearings.com/a/news/slewing-bearing-vs-traditional-bearing.html