Достижение точности до секунды дуги при вращательном движении является определяющей задачей для инженеров, проектирующих прецизионное оборудование следующего поколения — от роботов для обработки пластин до гониометрических столиков, используемых в синхротронных пучках.. Традиционные технологии подшипников часто не оправдывают ожиданий из-за внутреннего зазора., согласие, или кинематические ошибки. Скрещенные роликоподшипники стали механической основой, которая делает субдуговое позиционирование не просто возможным., но повторяемо и надежно. В этой статье рассматриваются инженерные принципы, лежащие в основе этой производительности., сравнивает скрещенные роликоподшипники с другими типами прецизионных подшипников, и иллюстрирует, как опыт проектирования PRS помогает клиентам достичь 0.1 порог угловой секунды в реальных приложениях.
Понимание субдуговой секунды точности и ее механических препятствий
Точность до дуговой секунды относится к ошибкам углового позиционирования менее одной угловой секунды. (1/3600 степени). Для поворотного стола с 200 диаметр мм, а 0.5 ошибка в угловой секунде соответствует линейному смещению примерно 0.5 мкм по окружности. Достижение этого уровня требует подшипников с абсолютно минимальным биением., изменение трения, и упругая деформация.
Почему обычные подшипники неэффективны
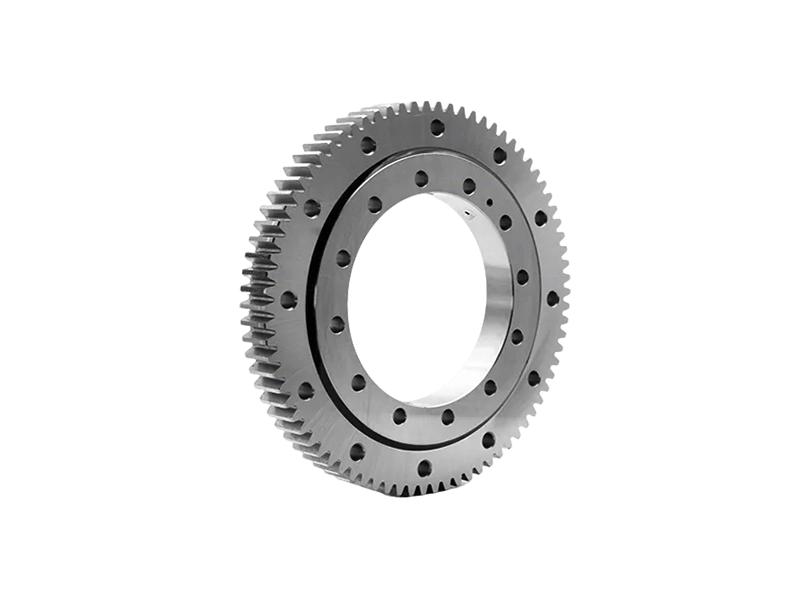
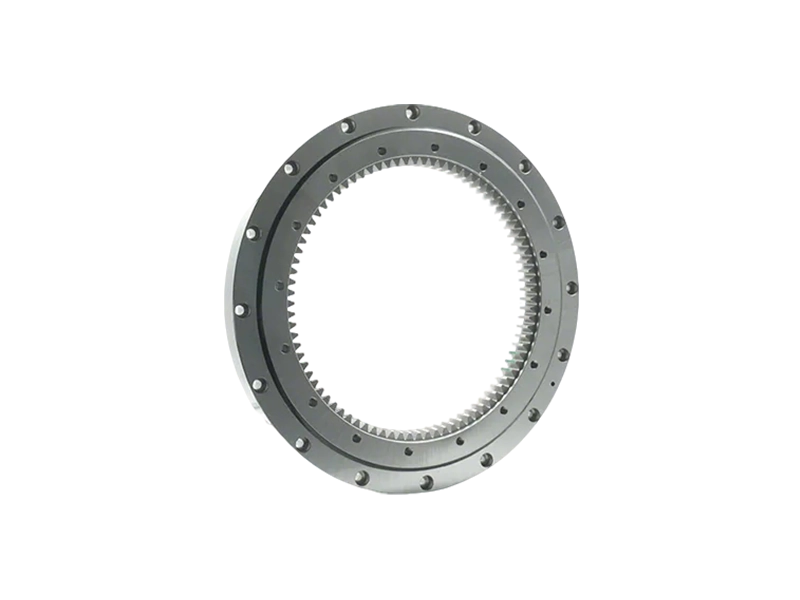
Шарикоподшипники полагаются на точечный контакт, что приводит к высоким напряжениям Герца и заметной упругой деформации под нагрузкой.. Даже радиально-упорные шарикоподшипники с предварительным натягом демонстрируют изменения угла контакта и нестабильность сепаратора, что приводит к периодическим ошибкам в субдуговом диапазоне секунд.. Подшипники с перекрестными роликами, напротив, использовать линейный контакт между цилиндрическими роликами, расположенными поочередно под углом 90°.. Такая геометрия обеспечивает высокую жесткость во всех радиальных направлениях., осевой, и направления моментной нагрузки с минимальным прогибом - необходимое условие субдуговой устойчивости..
Конструкция скрещенных роликоподшипников, обеспечивающая работу с точностью до секунды

Ключевой конструктивной особенностью скрещенных роликоподшипников является расположение роликов.: каждый ролик повернут на 90° относительно соседнего, с разделителем (Нормальный диапазон температуры поворотного подшипника) соблюдение точного расстояния. Эта ортогональная ориентация позволяет подшипнику воспринимать комбинированные нагрузки и ограничивать все степени свободы, кроме вращения.. В сочетании с прецизионно отшлифованными дорожками качения и оптимизированным предварительным натягом., в результате получается подшипник с практически нулевым зазором и очень равномерным сопротивлением качению..
…
Дополнительную информацию о достижении точности до доли секунды при использовании скрещенных роликоподшипников., пожалуйста, нажмите, чтобы посетить:https://www.prsbearings.com/a/news/sub-arc-second-accur.html