
An automatic bag making machine is a machine that is used to produce paper bags automatically without the need for manual labor. The machine is designed to handle different types of papers, such as kraft paper, coated paper, art paper, and others, depending on the requirements of the bag being produced.
The machine works by taking a roll of paper, feeding it through various stations, and then cutting, creasing, and gluing the paper to form a finished bag. The process is automated and can produce bags at a high rate of speed, making it ideal for large-scale production.
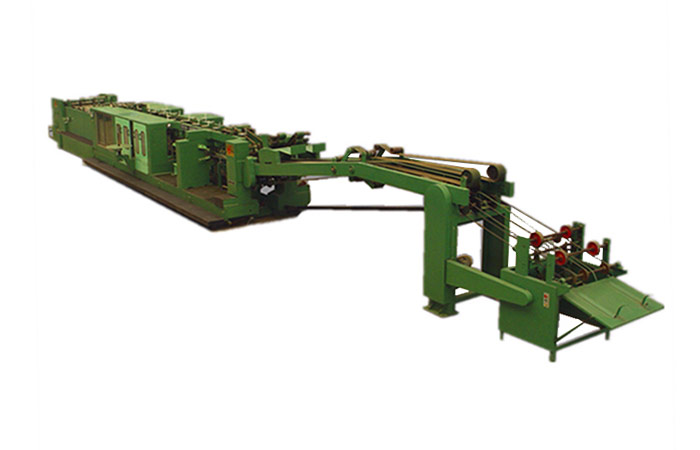
The machine consists of various components, including a paper roll stand, a printing station, a creasing station, a cutting station, a gluing station, and a delivery station. The paper roll stand holds the paper roll and feeds it into the machine. The printing station can print logos, designs, or text onto the paper, if required. The creasing station creases the paper in the appropriate places to form the bag shape, and the cutting station cuts the paper to the required size. The gluing station applies adhesive to the paper, and the delivery station delivers the finished bags.
The machine can be programmed to produce different bag sizes, shapes, and styles by changing the settings on the machine. The finished bags can be used for various purposes, including shopping bags, grocery bags, and packaging bags.
The price of an automatic paper bag making machine can vary depending on the specific model, manufacturer, and location of purchase. Generally, the price can range from a few thousand dollars to several hundred thousand dollars.
…
For more detailed information about the automatic bag making machine, please click to visit:https://www.lyhuatianm.com/products-information/automatic-bag-making-machine-price.html








